

DTG (Direct-To-Garment), also known as digital printing, has come a long way in the last couple of decades. Once a newcomer to the custom apparel industry, it now rivals traditional screen printing in quality and affordability.
What everyone wants to know is: How exactly do the two print methods compare, and which one is better than the other?
The short answer: We use both of these techniques all day every day, and you can count on either one as an excellent and reliable option for customizing apparel. But like anything, there are pros and cons to each of them.
This article will point out the key differences to be aware of and help you understand what’s best for your particular needs.

First, let’s define the two print methods, then get into the details of the comparison.
What is screen printing?
Screen printing (aka silkscreen) is the most widely known and widely used form of decorating apparel, a traditional technique dating back thousands of years. Each color of ink is pushed through a different stencil (screen) and layered onto the surface of the textile (fabric), then cured (heated) to set the ink.
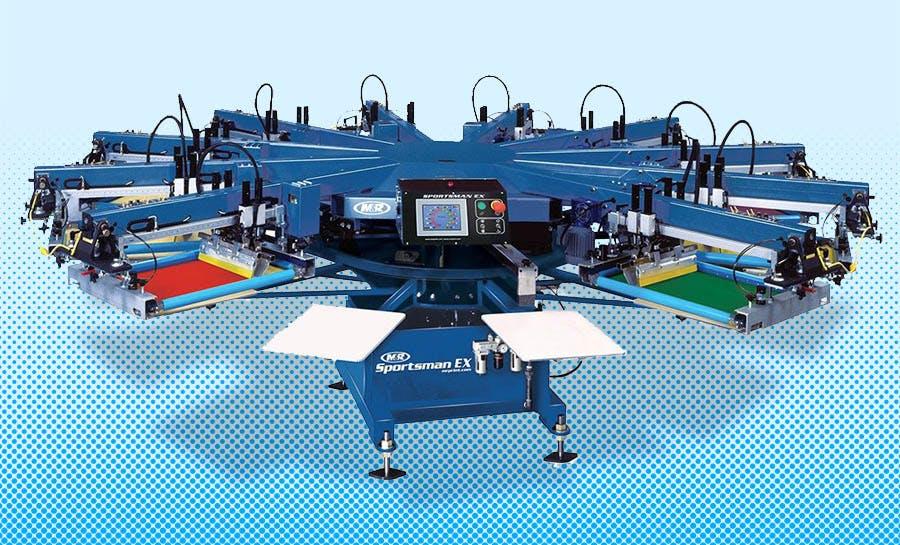
Screen printing technology
Newer automatic machines (like we have) can easily print over 100 T-shirts per hour. This allows printing companies (like ours) to crank out high-volume orders with the highest quality in the business. Just ask the Philadelphia 76ers: every season we print tens of thousands of shirts for them in a matter of days.
Although technological advancements have improved the quality, accuracy, and efficiency over the years, the central concept remains the same. It’s actually something we love about it. Even with innovations like Direct to Film transfers, there’s still a need for manual screen printers doing each shirt by hand..

In what ways is screen printing better than DTG?
Screen printing is better for:
- Larger, high-volume orders.
- Unique or oversized print areas.
- Single-color prints, such as text or logos.
- Specialty or special FX inks.
- Printing on polyester and other synthetic fabrics.
- Vibrant colors on dark-colored fabrics.
- When exact color matching is required.
What is Direct-to-Garment printing?
DTG printing uses the “process” method, making a range of colors out of just 4 or 6 colors (cyan, magenta, yellow, black, red, and green). A DTG machine is essentially a big inkjet printer, similar to what you have at your home office, but designed to print on T-shirts and other garments.
DTG printing technology
DTG has been around for close to 20 years now, and in that time, the advancements in technology have come at a rapid-fire pace. This method gets faster and more affordable each year and produces higher-quality prints. Many of the early issues have been solved, and DTG has gained widespread adoption and popularity.

The bar to enter for most printing companies is fairly high–professional machines can cost 5,000 all the way up to 00,000. But as business investments go, it’s a good one. A company can start taking low-quantity, on-demand orders without the typical set-up cost and effort of screen printing.
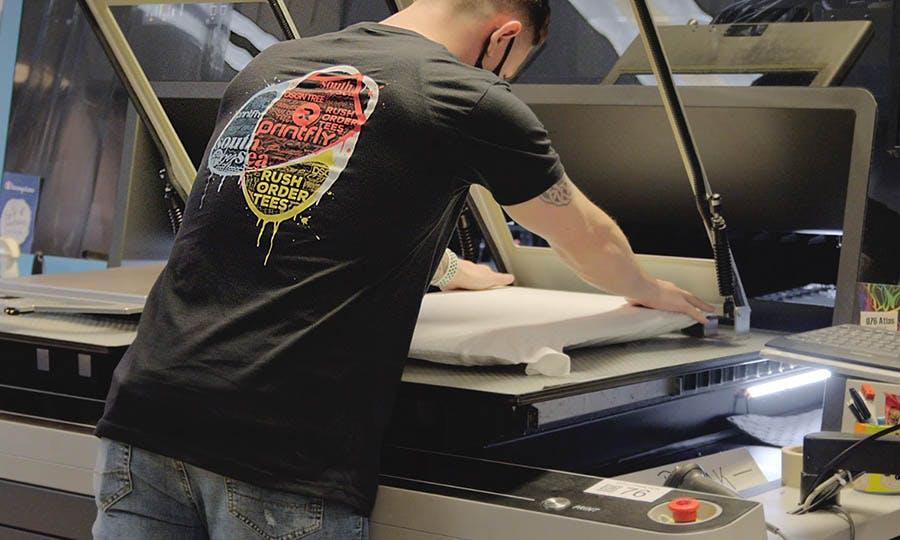
Most online on-demand printing companies are currently using DTG printing machines. Here at RushOrderTees, we have some of the most state-of-the-art machines on the market, and our volume of DTG prints increases year over year. But we rely on traditional screen printing for high quantities.
In what ways is DTG better than screen printing?
Direct-to-garment is better for:
- Smaller, simple orders (including single pieces).
- Standard print locations and print sizing.
- Printing on 100% cotton.
- Designs with lots of detail.
- Gradients and other photographic elements.
- Designs with many colors and blends.
- When soft feel or lightweight print is important.
Screen printing vs. DTG: What’s the difference?
Screen printing is the classic technique of pushing plastic-based ink through the mesh and onto the garment. It’s the most versatile and popular printing method. DTG is the newer technique of spraying ink onto the garment. It’s the fastest and easiest way to print, especially designs with many colors.
Here’s a chart comparing these two methods across the top ten factors in custom apparel printing:
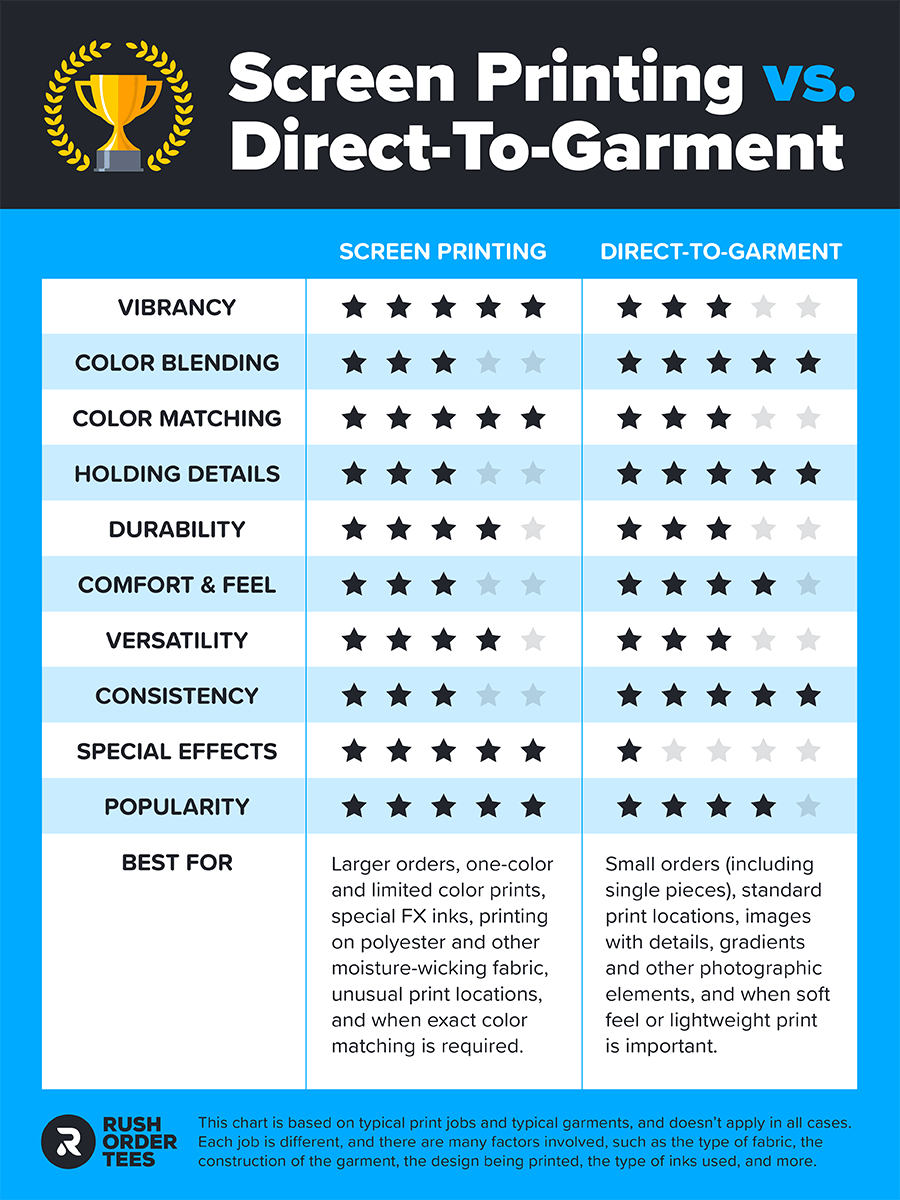
To fully answer the question, let’s break down these top ten factors to explain exactly how the two print methods compare.
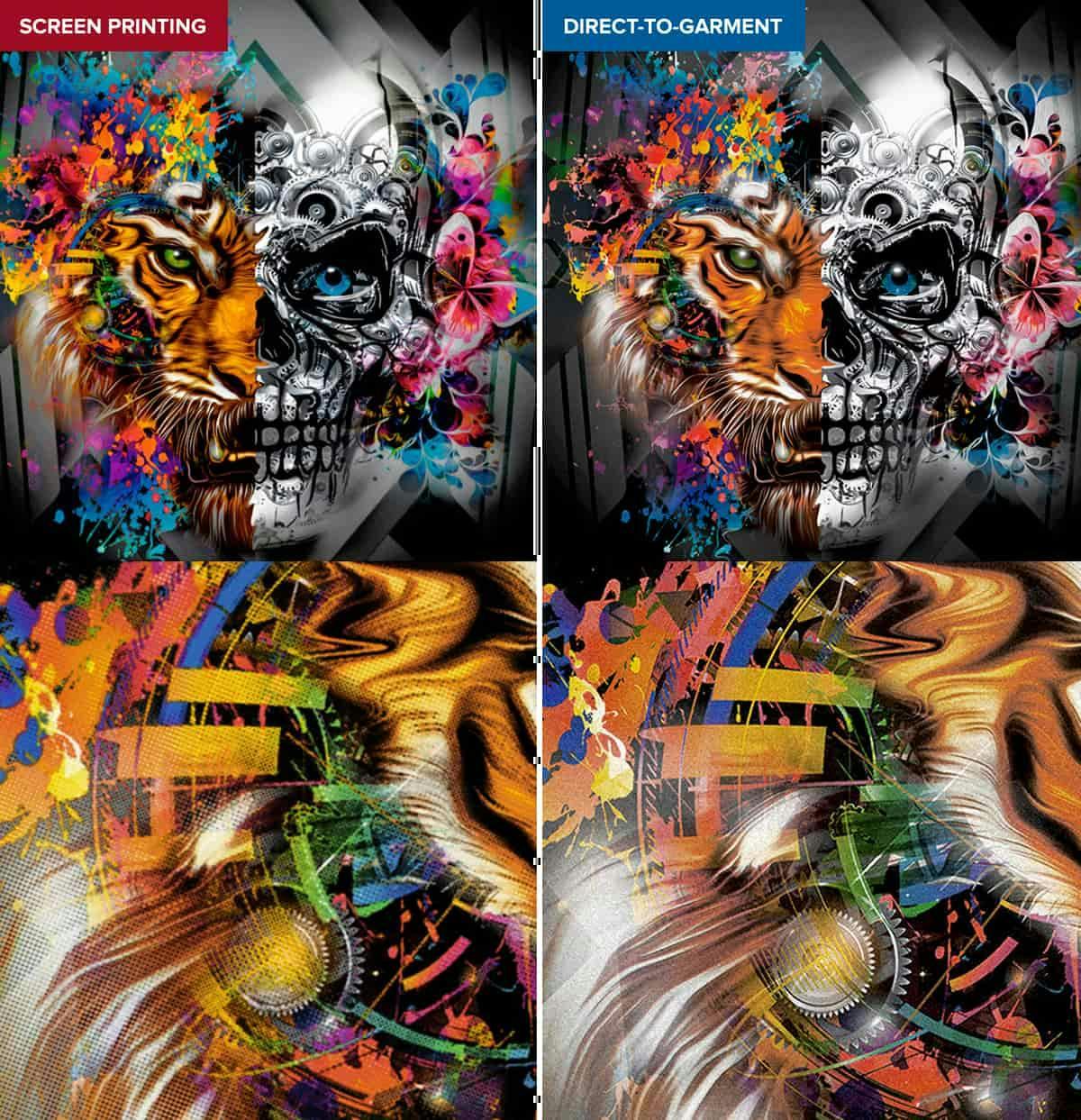
1. DTG vs. Screen Printing: Vibrancy
Vibrancy is the combination of color saturation and brightness. While DTG printing has made impressive advancements in recent years, it still has a slightly duller appearance when compared to screen printing.
When you want your design to pop off the shirt, screen printing is the method that stands out.

So what accounts for the difference?
Screen printing ink
Traditional screen printing uses Plastisol ink, which is composed of PVC particles suspended in a plasticizing emulsion (there are eco-friendly, non-PVC Plastisol inks on the market). This type of ink is extremely opaque, which can create a bright white underbase on dark garments, something that is key for vibrancy.
On top of that (literally) Plastisol inks come in the most vibrant colors available, such as fluorescents. The top ink brands offer a standard set of base colors to be used for mixing into the thousands of custom Pantone colors.

Direct-to-garment ink
Digital printing, however, uses water-based inks that lack the opaqueness and vibrancy of Plastisol inks– especially on darker garments. Although DTG machines can provide a decent underbase (plastic particle pretreatment and titanium dioxide white ink), the final results are not quite as bright as screen printing.
On the plus side, instead of individual colors, you achieve a spectrum of colors using four to six colors. DTG is based on process printing, which relies on the CMYK color model: cyan, magenta, yellow, and black, with newer machines incorporating red and green for a wider color range. Learn more about CMYK here.

While the colors themselves are bright and saturated, they are also semi-transparent. This is valuable for blending (more on that coming up) but not for vibrancy. And hey, you may not need vibrant colors– if you want the vintage look, for example.
That being said, DTG can handle the vast majority of jobs without sacrificing saturation and brightness. DTG printed T-shirt designs can pop!
2. DTG vs. Screen Printing: Color blending
Color blending is the ability to create smooth gradients and a range of colors by blending together a lesser amount of colors. And that’s exactly what DTG printers did well. The dots are not visible to the naked eye with print resolutions of 1200 dpi and diffusion dither.

From gradients to tiny color details, to subtle elements like smoke that fade into the shirt or precise blends like those needed for skin tones, digital printing is a smooth operator with color blending.
DTG inks are water-based and more transparent than Plastisol, allowing them to overlap and combine much easier, making beautifully even, smooth gradients and giving DTG the winning edge in color blending.
With screen printing, we can take the same number of colors– but using Plastisol to blend a range of colors using halftones, a technique known as “simulated process”. But accuracy in color blending is harder to achieve, and the setup involved makes it less efficient–especially for smaller orders.

3. DTG vs. Screen Printing: Color matching
With screen printing, we can duplicate literally any color you need using Pantones. That includes colors outside CMYK’s range, super-saturated colors, and specialty inks. For precision color matching capability, it’s no contest.
Matching colors accurately is especially important for branding. Many companies have brand guidelines that specify Pantone colors. If you try to match those colors with DTG, chances are they’re going to be off–or completely out of gamut.

Pantone matching can be done with process inks to a certain degree, and several DTG manufacturers claim they can Pantone match–but only within gamut. This means a certain amount of colors (the brightest, most vibrant ones) are not guaranteed to match.
Still, it doesn’t make up for screen printing’s ability to print every color on the planet.
The other reason DTG can have trouble with color matching is that if the underbase isn’t opaque enough, the shirt color bleeds through a bit, especially on darker and bright color shirts.
When you absolutely need to match exact colors for your brand, go with screen printing.
4. DTG vs Screen Printing: Details
For details, DTG handles them much better than screen printing. The smallest parts of the design can include fine lines, small text, textures, and tiny elements. DTG not only holds the tiniest of details but does so consistently over the course of the print run.
Screen printing has some difficulty holding details. For that reason, we pay special attention to screen-printed jobs with details and ensure we set your order up for success. Sometimes we advise customers to adjust their artwork slightly to compensate. For example, increasing the text size.
If an image is photographic or has gradients (fades, blends), screen printing will require halftones (tiny dots). You might remember seeing them if you ever looked at a comic book with a magnifying glass. On a T-shirt, these dots are visible if you look close enough.
DTG uses halftones as well, but these digital machines can print up to 1200 DPI, and use diffusion dither. To get extra technical, this is a frequency modulated halftone instead of an amplitude modulated halftone. It can sometimes result in a grainy look, but a much better reproduction of small details.

5. DTG vs. Screen Printing: Durability
Durability is how long a print’s quality lasts, something that Direct-to-Garment has struggled with since its beginning. In the early days of DTG, you would be lucky to get 10 washes out of a T-shirt before the colors would start fading. Nowadays, a well-done DTG print can handle dozens of washes.

Screen printing doesn’t have this durability problem– as long as it’s done right. If the ink is not applied correctly or not cured properly, even Plastisol can start to fade or deteriorate. But we all have that shirt in our drawer from the family reunion 20 years ago that is holding on longer than memories.
6. DTG vs. Screen Printing: Comfort and feel
When you want a super-soft, lightweight print that barely feels like it’s on the shirt, DTG is the way to go, especially on dark shirts and if there are lots of colors in the design. Since the ink is sprayed onto the fabric, there is much less build-up of ink, more flexibility, and more airflow through the fabric.

By comfort and feel, we’re talking about a few factors:
- The flexibility of the fabric, also known as “drape”. Heavier prints can be stiff and feel plasticky.
- The breathability of the print. Too much ink clogs the fibers can cause what is affectionately known as a “sweat patch.” You can imagine what that is (picture a 5K run in the summer).
- How heavy the print is on the shirt. If the ink is too thick, it can weigh down the area of the garment where the print sits. This is especially important for all the lightweight blends that are popular today.
- The texture of the print, if it feels rough on the skin. You don’t want a print to feel like sandpaper or give someone a road rash from hugging them.
This feel is also known as “hand” in the screen printing business. A request for “soft hand” usually means using discharge or water-based ink. We can still achieve a soft hand with Plastisol by thinning the ink down with an additive to make it smoother and more lightweight on the shirt.
Screen printing techniques like the “distress effect” (also known as the vintage look) can also create a softer hand by reducing the amount of surface area the ink occupies and breaking it up so it’s more flexible. Adding this style is up to the customer and will not look right on all designs, so this saving grace only applies to particular orders.
Plastisol screen printing ink will typically lay heavier on the shirt, which is why it’s so durable. For comfort and feel, DTG comes out on top.
Pro tip: Discharge and water-based inks, when used with screen printing, will produce prints with virtually no “hand” (feel of the ink), and in fact, discharge used by itself leaves zero ink deposit. But these techniques will not work on all garment types and are considered specialty inks. For the purposes of this post, I’m comparing traditional Plastisol screen printing with DTG.

7. DTG vs. Screen Printing: Versatility
Versatility in this context is the ability to print on a variety of textiles, as well as a variety of garment styles, print locations, and placements. Because of the plastic nature of the ink and the flexibility and manual operation, screen printing is one of the most versatile printing methods of all.
DTG has limitations:
DTG printing doesn’t work on all fabrics
Although DTG technology can now print on a wider variety of fabrics than ever before, the number one choice recommended is 100% cotton. Newer systems advertise printing on all kinds of fabrics, but they’re not yet widely used in the industry.
Typically, DTG will have trouble with 50/50 blends, and not do well on polyester. It doesn’t work on moisture-wicking fabrics at all, without special treatment. And even then, it’s not recommended.

Also, the fabric’s color can be a problem, mostly due to dye migration. This happens when the garment dye bleeds into the ink and discolors the print. And digital printing on fluorescent colors is not advised.
On the other hand, screen printing works on cotton, blends, polyester, canvas, denim, performance, and moisture-wicking fabrics like rayon– you name it. And of course, any color garment your heart desires.
DTG printing doesn’t work on all product styles
If you’re only printing on the basics like T-shirts and hoodies, you can DTG all day long. But if you want to print on hats let’s say, your best bet is switching to screen printing (or embroidery).
Certain garment types (women’s cuts, smaller items, unique fashion brands) can’t be set up on the machines unless the printer has a specialized platen that can fit the garment. So the vast majority of items printed with DTG machines are T-shirts.
It’s also true for screen printing, but to a much lesser degree, as there are many more platens available and ways to work around restrictions.

DTG doesn’t allow as many print locations
In certain cases, direct-to-garment may not be able to reach a particular placement within the location to be printed. For example, if you wanted your logo to be placed 1″ from the collar of an upper back location, DTG may not be able to get that close to the seam.
Screen printing is less limited when it comes to locations. As long as the printer can position the garment on a platen, it can be screen printed. This goes for pant legs, hoods of hoodies, on-pocket prints, side prints, etc. When your job requires versatility in the process, screen printing is the way to go.
8. DTG vs. Screen Printing: Consistency
Few things in life are truly consistent, but when printing a run of T-shirts, we want them to look identical. And DTG crushes it in the consistency department. Since the machine processes a digital file and prints it directly onto the shirt, there are almost no variables to worry about.

Screen printing can be consistent, but only if the job is set up perfectly and each item is printed exactly the same. Which is a tall order (we do tall orders every day).
The screen printing process has many variables: screen tension, mesh, ink viscosity, dot gain, flash dry temperature, squeegee sharpness, pressure and angle, registration, etc. The list goes on. Each one of these things can make a difference on its own, so when you combine them all, chances are there’s going to be some variation.
So when you need absolute consistency, it’s all about digital direct-to-garment.
9. DTG vs. Screen Printing: Special FX inks
Special effects printing is all about adding extra dimensions to a print. From raised print to textures to shines, sparkles, and glows, there’s a specialty ink or additive to do it. The best part is you can combine these for creations only limited by imagination and budget.

Examples of specialty inks and additives:
- Discharge: Chemically removes the dye from the pigment of the fabric.
- Puff: This additive expands for a soft, raised feel while being cured.
- Fluorescent: Very bright neon colors, also known as “day glow”.
- Metallic: Popular ink for a shiny look. Typically in gold, silver, or copper.
- Glitter: Contains glitter for a sparkly look, often combined with a clear gel.
- Glow-in-the-dark: Almost clear, light-activated ink that glows in the dark.
- Shimmer: Creates a unique reflective, iridescent shine.
This is not a comprehensive list, only the most common. There are even crazier inks. It must be fun to be the mad scientist who comes up with these inks and tests them.

Screen printing specialty inks can elevate a T-shirt design like nothing else and significantly increase the value for retail. DTG has been making a few in-roads on the specialty ink front, but nothing that is widely available or as easy to accomplish.
10. DTG vs. Screen Printing: Popularity
When it comes to popularity, everybody loves the champ. Screen printing is the crowd favorite and has been for decades. The factors that this classic print method excels at are the main things that people look for in a custom tee: ink vibrancy, durability, and affordability.
You may ask: why is popularity a factor?
If you’re ordering shirts for your staff, as promotional items, or especially for resale, it’s always smart to go with what’s popular– if you want to make sure your employees or fans are happy. And when people think T-shirts, they think screen printed.
Once DTG technology becomes more advanced and more ubiquitous, to the point where people can’t tell the difference, popularity might no longer be a factor. Until then, screen printing remains the fan-favorite.
Which one to use?
Typically, this decision is made for you. It’s based on your number of items, the design, and the garments to be printed. You can rest assured our project specialists and printing experts will provide the best print method for your particular needs.
Sometimes, we take customer requests. Get in touch through chat, call, or email. Or one of those cans with the string attached, I’m pretty sure we’ve got that too.
Hope this was helpful, now it’s time to design some amazing T-shirts!

About the Author
A graduate of the Multimedia program at the University of the Arts in Philadelphia, Imri Merritt is an industry veteran with over 20 years of graphic design and color separations experience in the screen printing industry.